FW KAMMER-PIPE
For Special Requirements
The FW KAMMER-PIPE is an adaption of the FW STEEL-CASED PIPE-IN-PIPE to low temperatures. It has been constructed for special requirements.
These may be a low-temperature or a high-temperature pipe, subject to with specific safety requirements or stronger system stability requirements.
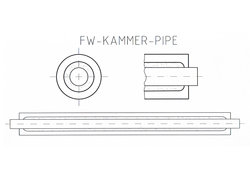
- FW-KAMMER-PIPE, illustration

Engineers should never stop thinking!
In South East Asia, an unexpected typhoon pressed huge amounts of water into the ring space of pipe-in-pipe systems during the assembly works, causing cost-intensive drying. The FW KAMMER-PIPE has been developed to protect the fibrous insulating material when water enters into the ring space from penetration of moisture, but also to reach excellent thermal insulation values.
Chamber pipes are placed on top of the jointless inner pipe over the complete length of the construction unit itself. The thermal expansion of the medium pipe is compensated by elbow pipes, U-loops or other compensating elements. However, this thermal expansion can be suppressed if thermally pre-stressed against the encasing pipe.
The chamber pipe encloses the heat insulation watertight and constantly remains under vacuum. The latter is drawn in the factory and continually applied whenever stainless steel is used.
The chamber pipe, which is as long as the construction unit, must remain flexible and be vacuum-tight connected to the medium pipe.
If surrounding water penetrates into the ring space, the pipe can in most cases continue to be operated.
A further improvement of the thermal insulation can be achieved if the external ring space is also set under a permanent vacuum, e.g. of 1 mbar. However, in order to control the tightness of the encasing and inner pipe constantly, this ring space may also be filled with an inert gas (no enhancement of the thermal insulation effect).
FW KAMMER-PIPE is also suitable for the conveyance of crude oil in the offshore sector.
This three pipe-system has been constructed for the conveyance of liquefied natural gas (LNG) at a temperature of -162°C.
FW-GmbH has conducted tests for three years using liquid nitrogen at a temperature of -196°C.
Contact Us!
FW-FERNWÄRME-TECHNIK GmbH
Grafftring 2 - 6
D-29227 Celle
Phone: + 49 (0)5141 - 888 88-0
Fax: + 49 (0)5141 - 888 88-22
Email: info@fw-gmbh.de
FW Product Programme
Quality made by FW
District heating pipe-in-pipe systems are fabricated for the specific plant. Before the works start the customer, the planner and FW- GmbH jointly complete a “Pipe Book” to establish the complete testing programme...